![]()
Opta Consulting
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
A pharmaceutical manufacturer processing human blood plasma into a variety of therapeutic proteins. The production chain has many stages, but for planning purposes can be reduced to fractionation (sometimes twice) into "paste", purification into "bulk", formulation and filling into unlabelled vials, and packaging into final product.
There are multiple base product types, but on top of that come detailed specifications for source plasma and processing defined by regulatory bodies in customer countries. As a result the model must handle hundreds of products and intermediate materials. The end-to-end process takes several weeks, and pipeline and safety stock of products and intermediates are held.
In many cases, if an intermediate material is prepared to meet a tight specification from one country, it will also meet the looser specification from another country, and so can be relabelled or "downgraded" in order to be used to make product destined for the second country.
|
|||
|
Intermediates and final products have a limited shelf-life. If they are not used within a given time after manufacture, they expire and must be discarded (or in some cases, downgraded to a lower-specification material). When an intermediate material is consumed in the next production stage the shelf-life clock resets for the outputs of that stage. On the other hand, if material is simply downgraded to another material, the shelf-life clock is not reset, but continues to measure from the moment of manufacture of the original material.
|
|||
|
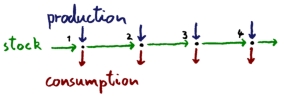
A standard set of material balance constraints tracks the quantity of each material in stock at the end of each time period as the amount in stock at the beginning of the time period, plus production of material, minus consumption.
|
|
||
|
|
The "obvious" way to model shelf-life is to track additionally by period of manufacture, so that the model knows which material is reaching its maximum shelf-life in each period. In the diagram, material produced in a period must be consumed in the same period, or the next, or the one after. (Discards and downgrades are not shown.)
|
||
|
With a large number of time periods, this increases the number of material balance constraints and stock-holding variables to an impractical number – roughly the number of products times the number of time periods in the problem times the number of time periods of shelf-life.
|
|||
|
We do not need to remember at each point in time how much material we have of each possible age. We can assume that a first-in first-out stock policy will be adopted at the plant. With that assumption, we just need to ensure that the amount of material in stock at any time could have been made within the shelf-life previous to that time.
For example, given a material that expires after 3 time periods (as in the diagram above) these additional constraints are sufficient:
(Note that initial stocks are ignored here.) We have reduced the numbers of variables and constraints, but the new constraint will have many non-zero entries if shelf-lives are many periods long. We can avoid this by tracking maximum permitted stock over time with a new constraint:
This maximum stock variable is applied as a variable upper bound to the stock variable.
So far we have not considered the impact of downgrading. Since downgrading is purely a relabelling activity, which does not consume any productive capacity, we can assume that all downgrading must occur immediately a product is made. We define a new "adjusted production" variable, which is constrained to equal production minus the total of downgrades out of the material, plus the total of downgrades into the material.
The new variable is bounded below by zero, which enforces the immediate downgrade rule. Adjusted production is used in place of the production variable in the maximum stock definition constraint above, so the appropriate shelf-life is imposed on each material from the date it was actually manufactured.
The new model is compact and efficient. |
|||




© Opta Consulting Ltd 2005-19 All Rights Reserved. This website does not use cookies.